Investing in a PET Strapping Production Line represents a major capital expenditure for any manufacturing facility. The sticker price you see on the machinery quote only tells part of the financial story. Buyers often receive vendor quotes ranging wildly from $30,000 to well over $150,000. They struggle to map these upfront costs to actual production reliability, automation levels, and finished product quality. Without a clear evaluation framework, you risk under-specifying essential components or overpaying for unnecessary features.
This guide breaks down the true cost of acquiring, installing, and running a packaging straps production line. We help you evaluate vendor quotes confidently without sacrificing long-term operational efficiency. You will learn how raw material handling, component origins, and automation directly influence pricing. We also uncover hidden implementation costs required for site preparation. By the end, you will know exactly how to assess machine specifications and choose a configuration aligned perfectly with your production goals.
Key Takeaways
Baseline CAPEX: Entry-level lines start around $30,000, while industrial-grade, fully automated lines typically range from $70,000 to $90,000+.
Primary Cost Drivers: Extruder capacity (kg/h), component branding (e.g., Siemens, ABB), and the level of automation in screen changing and coiling.
OPEX Realities: Power consumption (typically 80kW–110kW installed capacity) and raw material sourcing (capability to process 100% recycled PET flakes) dictate long-term profitability.
Critical Infrastructure: Unlike PP lines, PET lines require advanced crystallization and multi-stage annealing systems to achieve industrial-grade tensile strength (e.g., 4690N).
The True Cost of a PET Strapping Production Line: Price Tiers
Understanding machine pricing requires looking at output capacity and automation levels. Machinery vendors generally categorize their offerings into three main price tiers. Each tier serves a specific production scale and business model.
Entry-Level / Low-Capacity Systems ($30,000 – $45,000)
These systems appeal to smaller factories entering the packaging market. They handle basic operational needs but require significant manual oversight.
Capabilities: You can expect an output ranging from 30 kg/h to 100 kg/h. Most entry-level models feature single or dual-strap extrusion setups.
Trade-offs: They usually feature manual or semi-automatic screen changers. This means you must pause production during screen replacements. Furthermore, basic winding systems require higher operator intervention to switch out finished rolls.
Standard Industrial Packaging Straps Production Line ($70,000 – $90,000)
This mid-range tier represents the sweet spot for established packaging manufacturers. It balances upfront capital with robust daily output.
Capabilities: Production output scales up to 150 kg/h to 350 kg/h. These machines support multi-strap extrusion, producing 4 to 8 straps simultaneously.
Features: You gain continuous back-flush screen changers. These units provide 100% self-cleaning capabilities and zero downtime. Servo-controlled automatic winders also come standard, significantly reducing labor bottlenecks.
High-Capacity / Premium Enterprise Lines ($100,000+)
Large-scale operations demand maximum uptime and flawless product consistency. Premium lines deliver heavy-duty performance around the clock.
Capabilities: These heavy-duty extruders push out 500 kg/h to 900 kg/h.
Features: They include advanced real-time dimension monitoring systems. You also get fully automated downstream packaging. Vendors equip these lines using top-tier international components like NSK bearings and Siemens PLCs. They are built specifically for 24/7 heavy-duty operation.
Quick Comparison Chart
System Tier | Estimated Price Range | Output Capacity | Automation Level | Ideal Factory Profile |
Entry-Level | $30,000 – $45,000 | 30 - 100 kg/h | Low (Manual screen changes) | New market entrants, low-volume regional suppliers. |
Standard Industrial | $70,000 – $90,000 | 150 - 350 kg/h | High (Continuous filtering) | Mid-sized manufacturers aiming for 24-hour operation. |
Premium Enterprise | $100,000+ | 500 - 900 kg/h | Fully Automated | Large exporters and high-volume industrial packaging suppliers. |
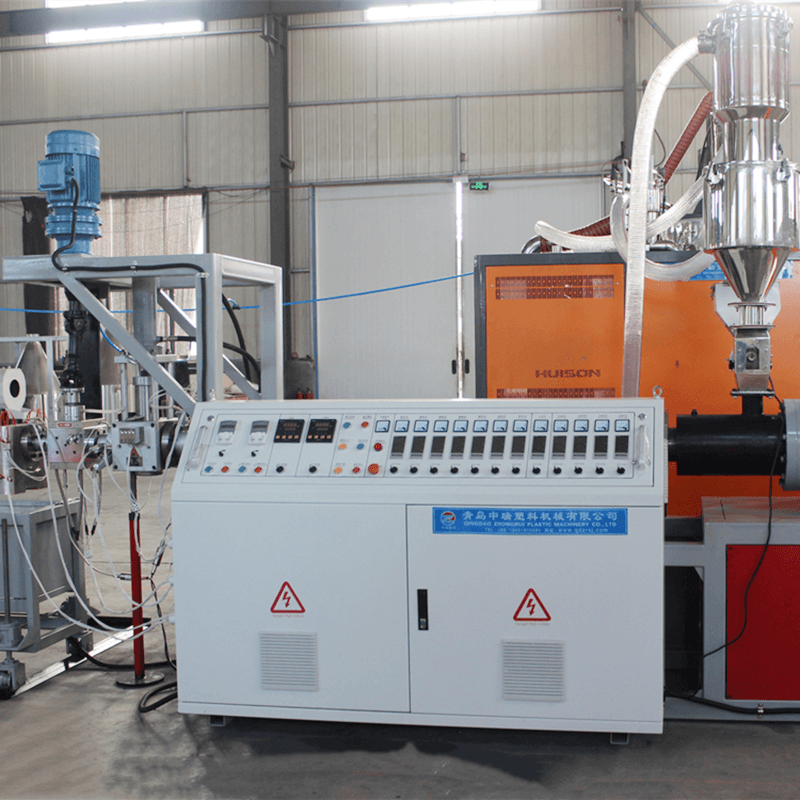
![PET Strapping Production Line]()
What Drives the Price Gap in Vendor Quotes?
Price differences between quotes often confuse buyers. Two machines might look identical on paper but perform vastly differently on the factory floor. Let us break down the exact engineering choices behind these price variations.
Extrusion & Raw Material Handling
Processing 100% recycled PET bottle flakes lowers your raw material costs drastically. However, doing so requires highly specialized equipment. You need heavy-duty single or twin-screw extruders. You also need high-performance crystallization and dehumidification systems. PET flakes absorb moisture easily. Cheap vendor quotes often under-spec the dehumidifier. Running wet PET flakes destroys the molecular weight. This leads to brittle, easily broken straps.
Common Mistake: Buying an entry-level machine lacking a proper crystallizer, then attempting to run unwashed recycled flakes. This causes immediate extrusion failures.
Component Origin & Reliability
Internal hardware directly dictates machine lifespan. Lines utilizing localized, unbranded motors cost much less upfront. Unfortunately, they carry high failure risks during continuous operation. Quotes reflecting ABB inverters, Siemens PLCs, and Japanese bearings (e.g., NSK) naturally command a premium. These brand-name components ensure electrical stability. They also guarantee you can find replacement parts anywhere in the world.
Automation in the Winding Stage
Winding finished straps onto paper cores requires precise tension. Manual winders save initial capital expenditure. However, they drastically increase daily labor requirements. High-end lines feature PLC-adjusted tension control. They employ multiple parallel servo-winders. This automated approach reduces shift requirements to just 2 or 3 operators. Over a single year, the savings on labor easily justify the winding automation upgrade.
Stretching and Annealing Ovens
Heavy-duty industrial applications require specialized hot air stretching ovens. Cheaper machines use basic infrared heaters. Advanced models utilize deep sizing ovens to eliminate internal stress. Without proper multi-stage annealing, the plastic strap suffers from post-stretch deformation. It will warp or split when wrapped around a heavy pallet.
The ROI of a Multi-functional Energy-efficient PET Strapping Production Line
Modern factories focus heavily on long-term efficiency. A Multi-functional Energy-efficient PET Strapping Production Line provides faster returns on investment. It tackles energy waste and material costs simultaneously.
Energy Consumption vs. Output
The extrusion process requires massive amounts of power. Heating and melting PET happens at extreme temperatures between 260°C and 280°C. Stretching ovens also draw heavy electrical loads. An energy-efficient line optimizes the thermal insulation of all heating units. Furthermore, it uses intelligent frequency inverters to manage motor loads dynamically. This technology drops effective power usage closer to 80kWh during stable running, despite a higher total installed capacity. You save thousands of dollars annually on industrial electricity bills.
Raw Material Flexibility
The fastest way to recoup your equipment costs involves material arbitrage. Premium lines come equipped with advanced melt filters. They feature dual-piston continuous screen changers. These robust filters handle lower-grade, cheaper recycled PET flakes easily. They filter out dirt, paper, and aluminum particles without interrupting the extrusion flow. You maintain a high-grade tensile strength while slashing input costs.
Application Versatility
A "multi-functional" label means the machine adapts to diverse customer demands. You can install custom embossing rollers. Deeper embossing increases surface grip for slippery loads. You can also adjust production dimensions rapidly. These lines handle thicknesses and widths ranging from 5mm up to 35mm. This versatility allows you to serve entirely different industries. One day you can produce thin straps for cotton baling. The next day, you can extrude thick, ultra-strong straps for heavy steel coil packaging.
Implementation Realities: Hidden Costs to Budget For
Setting up a plastics extrusion facility involves more than plugging in a machine. Buyers frequently ignore site preparation costs. You must budget for these practical realities before the shipping containers arrive.
Facility Space & Infrastructure
Industrial extrusion lines require significant open floor space. A standard high-capacity setup often occupies up to 40 meters in length, 10 meters in width, and requires an 8-meter ceiling clearance. You also need a robust electrical infrastructure. Motors and heaters create massive startup loads. Upgrading your factory transformers or laying heavy-duty industrial cabling adds substantial upfront expenses.
Cooling Water Systems
Proper water-bath curing dictates the dimensional stability of your straps. Extrusion lines require dedicated cooling towers. You cannot simply run tap water through the system. You need industrial chillers and automatic water temperature controls. You also need automatic water level monitoring. Building out this closed-loop plumbing network requires external contractors.
Commissioning & Operator Training
PET processing behaves notoriously sensitively to ambient moisture and temperature fluctuations. Dialing in the perfect recipe takes time. You must factor in the cost of vendor commissioning. Expert technicians need to fly out, set up the line, and run the initial batches. Furthermore, expect a steep learning curve for your local operators. Achieving consistent dimensional stability takes practice. Dedicate a budget for at least two weeks of intensive on-site training.
Best Practice: Finalize your factory floor layout and electrical upgrades at least 30 days before the machinery arrives. Delays in infrastructure readiness will inflate your commissioning costs.
How to Evaluate and Shortlist Vendor Quotes
Navigating dozens of quotes from overseas vendors feels overwhelming. You need a structured evaluation method to separate genuine manufacturers from simple trading companies.
Follow these numbered steps to vet your suppliers:
Demand Proof of Performance: Do not accept vague output claims or generic brochures. Ask vendors for a guaranteed finished-product parameter sheet. For example, make them prove their machine can produce a 16mm x 0.8mm strap achieving a confirmed 4690N tensile strength.
Check the Screen Changer Specs: Verify the exact type of screen changer included. Ask if it is truly "non-stop." A dual-piston continuous changer handles filter swaps without dropping line speed. Cheaper manual changers create hidden production bottlenecks.
Assess the Dehumidification System: Request the specific drying volume and dew point parameters. Ensure the hopper capacity matches the extruder's maximum hourly output.
Clarify After-Sales & Remote Diagnostics: High-quality modern lines offer remote access modules. This allows factory engineers to perform real-time PLC troubleshooting via the internet. This capability proves critical for minimizing downtime if the vendor is located overseas.
Conclusion
Selecting the right PET strapping line requires balancing initial capital expenditure against daily operational realities. You must weigh energy efficiency, raw material flexibility, and labor automation carefully. A cheaper machine often costs far more in the long run due to high electricity usage, frequent breakdowns, and increased manual labor.
Take the following action-oriented next steps to move forward:
Draft a highly specific Request for Quotation (RFQ).
Specify your exact target daily capacity in kilograms per day.
Outline your factory's available power infrastructure.
State a firm requirement for 100% recycled flake processing capabilities.
Use these strict criteria to filter out suspiciously cheap quotes. Discard any proposals lacking proper multi-stage crystallization systems or automated servo-winding technology. By holding vendors to tight engineering standards, you secure a reliable, profitable manufacturing asset.
FAQ
Q: Why is a PET strapping production line more expensive than a PP strapping line?
A: PET has a much higher melting point and requires precise drying/crystallization, continuous back-flush filtering, and multi-stage hot-air stretching. PP lines are mechanically simpler and require less robust heating and stretching configurations.
Q: Can these machines run on 100% recycled PET flakes?
A: Yes, reputable industrial lines are specifically designed to run on 100% recycled flakes, which drastically improves economic returns, provided the machine has an adequate dehumidification and filtration system.
Q: How many operators are needed to run a fully automated line?
A: Assuming the line includes automated continuous screen changers and servo-controlled winders, a standard shift typically requires only 2 to 3 trained operators to manage raw material loading, monitoring, and finished roll removal.

























 +86-18561886575 (Mr.Wu)
+86-18561886575 (Mr.Wu) 
 +8618561886575
+8618561886575 238 Yangzhou West Road, Jiaozhou City, Qingdao City, Shandong Province
238 Yangzhou West Road, Jiaozhou City, Qingdao City, Shandong Province